 全国服务热线
全国服务热线153-3803-1685

QB/T1050-1998 neq ISO 1974:1990 代替QB/T1050--1991
前言
本标准非等效采用ISO 1974:1990《纸张——撕裂度的浏定(爱利门道夫法)》中有关试验仪器原理,结构及校准方法等基本技术内容。
本次修订技术内容的表达形式做了较大变动。本标准对于产品的基本技术要求,严格采用了相关国际标准的各项规定﹐其中一些重要的结构参数及基本技术指标高于国际标准要求,可反映我国目前的产品水平。其适用领域也由纸张、纸板扩展到烟草薄片等低强度的片状材料。
本标准自实施之日起,同时代替QB/T 1050—1991。
本标准由国家轻工业局行业管理司提出。
本标准由全国轻工机械标准化中心归口。
本标准起草单位;四川省长江造纸仪器厂﹑国家纸张质量监督检测中心。
本标准主要起草人:吕惠庆。
1范围
本标准规定了纸与纸板撕裂度仪的产品分类、技术要求、试验方法、检验规则和标志,包装、运输、贮存。
本标准适用于纸张、纸板及烟草薄片等材料进行撕裂强度试验的撕裂度仪(以下简称“撕裂仪"),撕裂仪使用中的周期技术状态检验亦应参照使用。
2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 191——1991包装储运图示标志
GB/T 455.1——1989纸撕裂度的测定法GB/T 455.2-—1989纸板撕裂度的测定法GB/T13306——1991标牌
GB/T 14253——1993轻工机械通用技术条件
QB/T 1588.5——1996轻工机械包装通用技术条件
ISO 1974 : 1990纸张撕裂度的测定(爱利门道夫法)
3产品分类
3.1撕裂仪以试验力量程为主参数划分系列,按适用领域划分类别。撕裂仪主参数系列及使用分类应符合表1要求。

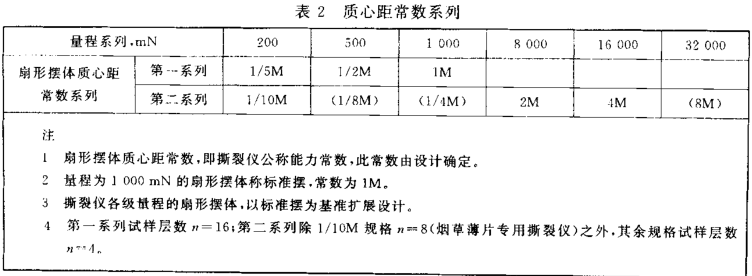
3.2撕裂仪各级量程扇形摆体质心距常数系列(基本常数以M表示)应符合表2要求。
3.3命名与型号编制
撕裂仪应根据产品技术特性和适用领域命名,名称应突出主体要素﹐简练明确。撕裂仪型号应结合产品名称、技术特性,以适当代号编制。型号的编制应符合有关标准规定。
4技术要求
4.1﹑工作条件
a〉室温10~30C;
b)工作台稳固,台面平整﹔
c).工作环境应清洁、干燥,无震动和腐蚀性气体;
d)电子数码显示撕裂仪使用的电源电压的波动范围,应不超出额定电压的±10%。
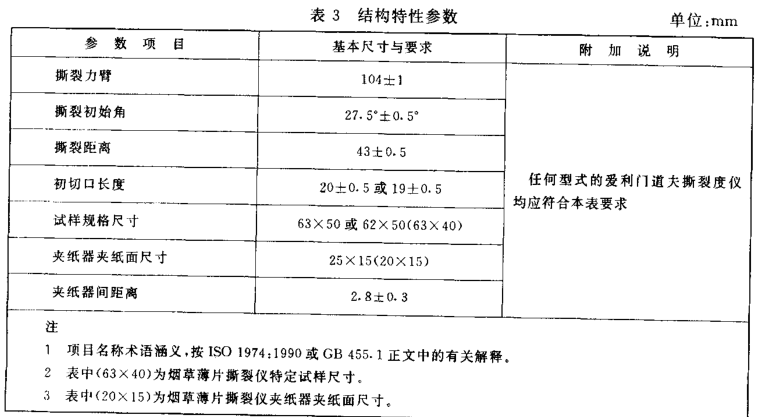
4.2结构特性参数应符合表3要求。
4.3撕裂力示值准确度﹐在与各级量程相对应的测量范围(测量上限值的20%~80%)内,按级别应符合表4要求。测量范围以外的示值准确度应不超过士0.5%FS。

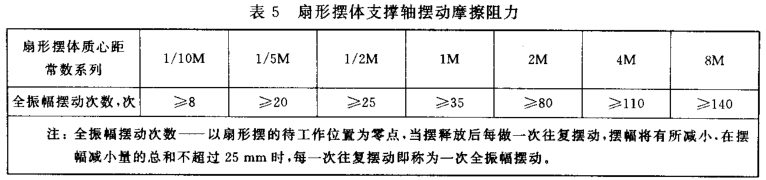
4.4扇形摆体支撑轴的摆动摩擦阻力不应影响试验结果的准确性,摆动摩擦阻力以代用指标——全振幅摆动次数衡量,按各级量程质心距常数区分,应符合表5要求。
4.5指针摩擦阻力与指针套环摩擦制动结构型式有关,采用纤维垫或摩擦针结构的撕裂仪,摩擦阻力应为(30士10)mN。摩擦阻力一般以指针推移距离为代用指标,指针推移距离,即先将指针零点调好,然后令扇形摆做一次全程摆动,指针被推出零位刻度线以外的距离,此距离折算为力标尺的刻度间格数(即靠近标尺零线的刻度分度数)。
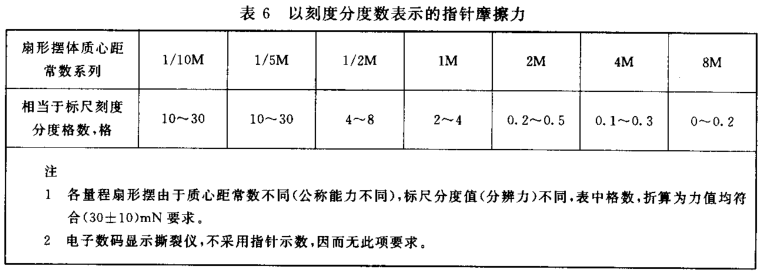
以刻度分度格数表示的指针摩擦阻力,按各级量程扇形摆体的质心距常数区分,应符合表6要求。
4.6调节与控制机构
4.6.1扇形摆体的前后位置应能方便调节,调节后应能可靠锁紧,扇形摆体摆动过程中不应有松动现象。
4.6.2撕裂仪应设置水平与垂直基准的调节装置,调节旋钮操作应轻松省力,调节后应能可靠地锁定位置,撕裂仪工作时座体不应有任何晃动现象。
4.6.3撕裂仪扇形摆体初始位置控制调节和指针对零调节旋钮,操作应轻便省力,仪器工作过程中控制档板的位置不应变动。
4.7切刀机构
4.7.1 切刀刀架应稳固,操作应方便省力。
4.7.2切刀刀位调节应方便,试样初切口深度应能在18.5 mm和20.5 mm范围内任意调节,切纸过程中切刀不应移位和晃动。
4.7.3切刀刃口应锋利,试样被切出的切口不应起毛,切口上部偏斜量应不超过0.5 mm。
4.8力标尺刻度﹑扇形摆体上的垂直位置和待工作位置的指示刻度,均应清晰﹑醒目。4.9电子数码显示撕裂仪应根据试验方法标准的需要设置必要的测量辅助功能。
电子数码显示撕裂仪应有求取撕裂度平均值、撕裂指数及多次测量值的标准偏差、变异系数等功能。测量结果的输出打印项目,应根据需要设定。
4.10撕裂仪的安全性、加工装配、外观、电气设备等要求应符合GB/T 14253的规定。
5试验方法
5.1试验用仪器、工量具和检具
检验(检定)时使用的标准器和工量具包括:
校验砝码的实际质量应根据各级量程的质心距常数及选定的检测点值设计,各级量程所用砝码不能通用,一般每级量程砝码为一套5件。
b)卡尺、钢板尺等通用工具量具。
5.2试验条件
试验应在4.1规定的条件下进行。
5.3对4.3示值准确度的检验
5.3.1检验点的确定:在各级量程的测量范围内选取均匀分布的五个检测点,一般宜选定在测量上限值的20%.35%,50%,70%,90%或10%,30%,50%,70%,90%各点。
5.3.2检验应按下列项目顾序进行:
a〉水平与垂直基准调节(见GB/T 455.1——1989附录A 的A2);
b〉指针零点调节(见GB/T 455.1一1989附录A的A3);
c)示值准确度检验。
5.3.3示值准确度检验
示值准确度校准原理见GB/T 455.1—1989附录B。
将专用力值校验砝码,安装在扇形摆体的示值检验孔中,升起摆体停置在待工作位置,指针停靠在指针档板上,然后按下摆体控制板,摆体被释放做一次模拟撕裂试验v此时指针被推移至力标尺的某一刻度位置,指针指示出的力值应与专用力值校验砝码的标称值一致。每个检测点应重复试验三次,以校验砝码标称值为依据,以指针示值为读数,按式(1)和式(2)计算示值相对误差和示值重复性误差。
零位稳定性误差,与示值准确度检验同时进行。
连续做五次指针对零操作,读取每次对零操作指针偏离零位的数值(估读),按式(3)计算零位稳定性误差。


5.4对4.4摆动支撑轴摆动摩擦阻力的检验
检验方法按GB/T 455.1.GB/T 455.2——1989附录A的A4。检验结果的合格判定按本标准表5。
5.5对4.5指针摩擦阻力的检验
检验方法按GB/T455.1,GB/T 455.2——1989附录A 的A5。
检验结果的合格判定按表6执行。
5.6对4.6,4.7,4.8,4.9,4.10各条按要求进行实测或目测检验。
6检验规则
6.1裂撕仪出厂检验应按本标准进行全数检查。
6.2撕裂仪可计量主要性能指标必须全部达到本标准要求,非计量一般性能的不合格项允许返修达到合格。
注﹔非计量一般性能,指表面质量及对整机计量性能不构成影响的非量化指标。
6.3撕裂仪质量级别应在合格判定后划分,级别划分按表⒉表3规定。6.4撕裂仪包装入库前须进行抽样复检。复检规则如下:
a)复检采取分层随机抽样;
b)复检合格判定数为零﹔
c)复检样本为交验批量的10%,抽样台数的小数进位为整数。批量为20台以下时,样本应不少于3台,批量为10台以下时,样本应不少于2台﹔
d)样本按本标准要求逐项检查,样本中若出现不合格品,则应进行二次扩展抽样,扩展抽样的比例为交验批量的20%(不包括第一次抽取的样本)。二次抽样中如再出现不合格品,则应全批拒收,经挑剔返工后重新组批交验。
6.5撕裂仪出厂检验主要项目的实测数据应记人随机文件,没有证明产品质量合格的文件,产品不能出厂。
7标志、包装、运输、贮存
7.1标志
7.1.1产品标志
撕裂仪应以标牌为标志,标牌应符合GB/T 13306的规定。标牌用铜或铝材制造,内容包括
a)制造厂名﹔
b)产品名称、型号及商标;
c)产品主要技术参数﹔
d)产品质量级别标志﹔
e)制造日期、编号或生产批号。
7.1.2包装标志
产品包装标志应符合GB 191的规定。
产品包装箱外表面应有文字标志和符号标志,内容包括:
a)产品名称﹔
b)制造厂名、厂址及邮政编码
c〉收发货标志及出厂年月﹔
d)箱号;
e)精密仪器、小心轻放、防潮﹑防晒、正置方向符号
;f〉毛重。
7.2包装
7.2.1产品包装应符合QB/T 1588.5的规定。
7.2.2随机文件应齐全,文件内容应确切。随机文件应包括产品合格证明书、计量检定合格证,产品使用说明书及装箱单。
7.3运输
包装后的产品在运输过程中应符合铁路、陆路、水路等交通部门的有关文件规定。对有特殊要求的产品,应规定运输要求。
7.4贮存
产品应贮存在干燥、通风、防雨的场所并应平稳放置。在规定的贮存期内,产品不得发生锈蚀现象。

微信公众号
